- BY Rex Plastics
- POSTED IN Product Development
- WITH 1 COMMENTS
- PERMALINK
- STANDARD POST TYPE

Plastic Rib Design
Ribs are a great way to add strength and stiffness to a plastic part without significantly increasing material usage or overall part weight. When designed correctly, ribs help prevent flexing, warping, and deformation in large flat surfaces, allowing designers to maintain thinner nominal wall sections. This approach not only improves part performance but can also reduce cycle times and material costs, making ribs a highly effective structural feature in injection molded parts.
What are some common mistakes with ribs in plastic injection molding?
Ribs must be designed with care. When a rib intersects the main wall of a part, excess material can accumulate at that junction, leading to sink marks on the cosmetic surface opposite the rib. These sink marks occur because thicker areas cool more slowly during the molding process, causing uneven shrinkage that becomes visible after the part solidifies. Sink issues are especially problematic on cosmetic or customer-facing surfaces, where appearance is critical.
General Guidelines for Plastic Rib Thickness in Injection Molding
A common rule of thumb is that rib thickness in injection molding should not exceed 60% of the nominal wall thickness. Keeping ribs thinner helps promote even cooling and reduces the risk of sink while still providing meaningful structural support. In addition, consistent rib thickness throughout the part helps maintain predictable material flow and minimizes internal stresses.
As a general guideline, rib thickness should not be reduced below approximately 40% of the nominal wall thickness, as ribs thinner than this may have difficulty filling properly during injection. As rib depth increases, designers should be especially cautious, since thin, deep ribs are more difficult to mold and can significantly increase tooling complexity and cost.
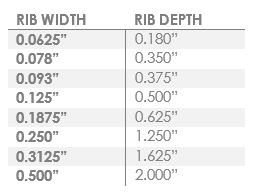
Use the table at the bottom of this article as a guideline for rib design. Still, keep in mind that deeper ribs may require an electrical discharge machining (EDM) process.
Rib Width: 50%-60% of nominal thickness
Plastic Boss Design
Bosses are cylindrical features commonly used in plastic parts to accept screws, inserts, or other fasteners. They provide localized strength and allow components to be assembled securely without adding unnecessary material throughout the entire part. Bosses are frequently used for mounting circuit boards, attaching housings, or joining multiple plastic components together.
How to eliminate sink marks and reduce stress with plastic bosses
Bosses are one of the most common features seen in plastic parts. However, similar to ribs, if bosses get too thick relative to the nominal wall thickness, sink can occur.
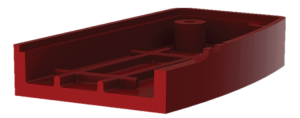
A boss-rib combination can eliminate sink marks. By using ribs to connect the boss to a side wall, this method of part design will provide the strength necessary to support screws, inserts, etc.
Also, adding small radii to break the sharp corners will also greatly reduce stress concentrations. Sharp internal corners act as focal points for stress, which can lead to cracking, fatigue, or failure over time, especially in parts subjected to repeated loading or vibration. Incorporating smooth radii improves material flow during molding, reduces the likelihood of cracking around bosses, and increases the overall durability and reliability of the part without adding significant cost or complexity.

In the part above, notice the poorly designed boss on the left compared to the well designed boss on the right.
Guideline for Plastic Rib Depth to Width Ratio
Avoid thin, deep ribs if possible. Thin, deep ribs are made using an EDM process which will add cost to the mold. It is also worth noting that thin, deep ribs tend to increase the difficulty of hand polishing. These features can also increase lead times and make it more challenging to achieve a high-quality surface finish in the finished part.
Below is a general guideline of rib width to depth ratios:
Pilot Holes
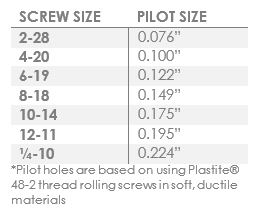
Screws are a common way to fasten two plastic pieces, offering a strong and reliable method of assembly that allows for disassembly and maintenance when needed. They are widely used in plastic housings, enclosures, and structural components where repeatable fastening is important. Self-tapping screws eliminate the need for molded threads by forming their own threads as they are driven into the plastic. This simplifies part design, reduces tooling complexity, and can help lower overall mold and production costs.
The table below lists common pilot hole sizes for various self-tapping screws:
Learn More
Browse additional examples of plastic injection molded parts with draft angles in our gallery.
Interested in developing a plastic product? Learn about our Prototyping and 3D Printing Services here.
Rex Plastics can help take your idea from prototype to finished product. If you have something in mind, but don’t know where to start, contact us here for a free quote and helpful advice for what direction to take your project.
Frequently Asked Questions
| Question | Answer |
|---|---|
Do ribs need draft angles in injection molded parts? |
Yes, ribs typically require draft angles to allow the part to eject cleanly from the mold without damage. Insufficient draft can cause ribs to drag or break during ejection, increasing scrap rates and tool wear. The exact draft required depends on rib depth, surface finish, and material selection. |
Can ribs replace thicker walls in plastic part design? |
In many cases, yes. Ribs are often used instead of increasing wall thickness to achieve strength and stiffness while avoiding issues like sink marks and long cooling times. Properly designed ribs allow parts to remain lightweight and manufacturable while still meeting structural requirements. |
When should threaded inserts be used instead of self-tapping screws? |
Threaded inserts are typically used when a part requires frequent assembly and disassembly or higher pull-out strength than self-tapping screws can provide. They are also preferred in softer plastics or applications where long-term durability is critical. Inserts add cost and complexity but can significantly improve fastening performance in demanding applications. |
How does material selection affect rib, boss, and pilot hole design? |
Different plastics flow, shrink, and cool at different rates, which can impact how ribs and bosses perform during molding. High-flow materials may allow for finer features, while filled or reinforced materials often require more conservative designs. Material choice should always be considered alongside geometry to ensure consistent molding and part performance. |
Referencing content from this page?
Please attribute either https://rexplastics.com/ or https://rexplastics.com/product-development/fundamentals-plastic-part-design-4-ribs-bosses/
Suggested Citation:
Rex Plastics. (2016, March 27). Plastic Ribs and Bosses: Plastic Part Design Part 4. https://rexplastics.com/product-development/fundamentals-plastic-part-design-4-ribs-bosses/


The blog “Fundamentals of Plastic Part Design – Part 4: Ribs and Bosses” provides an insightful overview of how these features enhance part strength and functionality. The author effectively outlines best practices for integrating ribs and bosses into designs, emphasizing their importance for structural integrity and moldability. This practical guidance is invaluable for engineers and designers looking to optimize their plastic parts. Thank you for sharing such well-researched information, and I hope to see more posts that delve into the intricacies of plastic part design in the future!