- BY nwmcadmin
- POSTED IN Plastic Injection Molding
- WITH 0 COMMENTS
- PERMALINK
- STANDARD POST TYPE
What is a sprue?
A sprue is a channel through which molten plastic flows into the mold. Specifically, the sprue is the entry point of the molten plastic, the vertical passage through which the plastic then flows into runners and gates. In general, the entire assembly is commonly known as the sprue.
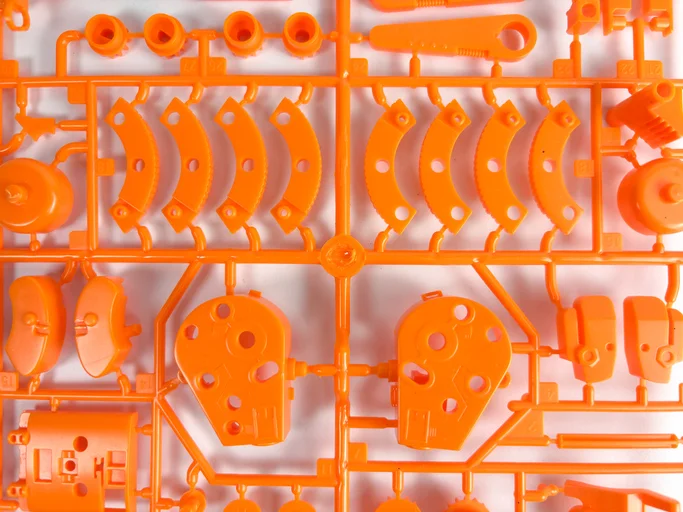
The whole system is easily seen when looking at parts of a toy model. The actual pieces are the end product, produced in the mold cavities, and the connecting plastic is what cools inside the sprue and runners. This entire structure can be seen in the plastic sprue assembly below.

The design and size of the sprue play an important role in how efficiently material flows into the mold. A properly sized sprue helps maintain consistent pressure and temperature as the plastic moves into the runner system, which can improve part quality and reduce defects. If the sprue is too small, it may restrict flow and lead to short shots or incomplete filling. If it is too large, it can increase material usage and extend cooling time, which impacts overall cycle efficiency.
How easy is it to recycle a used sprue?
After the finished pieces are freed from the sprue, you can find yourself with quite a bit of plastic waste. This is often seen as one of the downsides of injection molding in this fashion. This leftover sprue, however, is not without its uses. It can be collected, melted down, and recycled into usable plastic, ready to go through the injection molding process again.
In many manufacturing environments, this recycled material—often referred to as regrind—is blended with virgin material at controlled ratios. While this can help reduce material costs and waste, it must be managed carefully, as excessive regrind can impact material properties such as strength, color consistency, and surface finish. For this reason, manufacturers typically establish strict guidelines for how much recycled material can be reused in a given application.
Are there any alternatives?
One alternative to conventional “cold” sprue and runner systems is hot runners. With hot runners, the general process is the same, but in this case, the plastic is kept heated so that it never solidifies within the runners. This allows for much faster production and eliminates the need to collect and recycle the cooled plastic. To read more about the pros and cons of hot runners, check out our blog here.
In addition to reducing material waste, hot runner systems can improve part consistency by delivering molten plastic to each cavity at a more uniform temperature. This can be especially beneficial for high-volume production or parts with tight tolerances. However, hot runner systems also come with higher upfront tooling costs and added maintenance requirements, making them a better fit for certain production volumes and applications rather than every project.
What is a hot sprue bushing?
Hot sprue bushings are heated bushings that keep plastic molten, which would otherwise cool into a hard stem. Unlike hot runners, these bushings do not keep the runners or sub-runners molten. These hot sprue bushings help to reduce waste in this way. They also reduce cycle times a bit because the sprue often takes the longest to cool. This process can be seen as an intermediary step between the convenience of cold runners and the efficiency of hot runners.
Because they are more localized than full hot runner systems, hot sprue bushings can be a cost-effective upgrade for molds that do not require a complete redesign. They allow manufacturers to gain some of the efficiency benefits of heated systems without the full investment. This makes them a practical option for mid-volume production runs or projects where reducing sprue waste is important, but a full hot runner system may not be justified.
What sprue is right for me?
As with most decisions, the design of your sprues, runners, and gates should be determined by the product being manufactured. Products being made with ABS, a common injection molding material, will require larger runners than some other materials, like nylon. Other factors, such as the size and thickness of the product, also have a major impact on the design of your runners. As a result, larger cavities will require larger and more precise gates, the final channel through which plastic flows into the mold.
Production volume is another key consideration when selecting the right sprue and runner system. For lower-volume projects, simpler cold runner systems are often more cost-effective due to lower tooling costs. In contrast, higher-volume production may benefit from hot runners or hot sprue bushings, where reduced cycle times and material savings can offset the initial investment. Evaluating both short-term and long-term costs is essential to making the right decision.
Rex Plastics: Here to Meet Your Project’s Needs
With all of these choices and decisions, it’s important to partner with a manufacturer you can trust. Working with experienced professionals early in the design process can help identify potential issues before tooling begins. Whether you are refining an existing design or starting from scratch, having that expert input can help your project succeed.
Rex Plastics has the skill and experience to see your injection molding project through from start to finish. If you have questions, contact us today. And if you’ve got a project you’d like to get started with, you can request a quote now.
Frequently Asked Questions
| Question | Answer |
What is the difference between a sprue, runner, and gate? |
The sprue is the main channel that carries molten plastic from the injection molding machine into the mold. Runners branch off from the sprue to distribute the material to different cavities, while gates are the final, smaller openings that control how plastic enters each individual part. Each component plays a distinct role in controlling flow, pressure, and part quality. |
Can sprue design affect part defects? |
Yes, poor sprue design can contribute to defects such as air traps, burn marks, or inconsistent filling. If the sprue does not allow for smooth and balanced flow, it can create turbulence or uneven pressure throughout the mold. Proper sprue sizing and alignment help ensure consistent material delivery and reduce the likelihood of defects. |
Why does the sprue often take longer to cool than the part? |
The sprue is typically thicker than the molded parts it feeds, which means it retains heat longer during the cooling phase. Because injection molding cycles cannot finish until all material has solidified, the sprue can become a limiting factor in cycle time. This is one reason why alternative systems like hot sprues or hot runners are often considered. |
What is a sprue puller and why is it important? |
A sprue puller is a feature built into the mold that helps remove the sprue from the mold during ejection. It keeps the sprue attached to the correct side of the mold. This allows for consistent part release and automated operation. Without a properly designed sprue puller, parts may stick or fail to eject cleanly, leading to production interruptions. |
Referencing content from this page?
Please attribute either https://rexplastics.com/ or https://rexplastics.com/plastic-injection-molding/how-are-sprues-used-in-injection-molding/
Suggested Citation:
Rex Plastics. (2021, April 05). How Are Sprues Used in Injection Molding?. https://rexplastics.com/plastic-injection-molding/how-are-sprues-used-in-injection-molding/

